Виробництво акумуляторів. Найпоширеніші акумулятори використовують рідкі електроліти. Їх можна знайти під капотом більшості автомобілів. Ці батареї мають різні клеми і різних габаритних розмірів. Автомобілі, вантажівки та мотоцикли…та інше.
Виробництво свинцево-кислотних акумуляторів є відносно складною галуззю. У процесі виробництва акумуляторів якість кінцевого продукту значною мірою залежить від якості сировини, що використовується в процесі виробництва.
Виробництво свинцево-кислотних акумуляторів
Електроди свинцевого кислотного акумулятора виготовляють заповненням комірок свинцевої решітки пастою з оксиду свинцю. Електроліт – 30%-на (р = 1,2 г / см) сірчана кислота.
Більшість акумуляторів збирають із намазних пластин. Їх виготовляють шляхом вмазування (намазки) пасти, що складається з окислів свинцю, в комірки решіток, відлитих із свинцево-сурм’яного сплаву.
Виробництво автомобільних свинцево-кислотних акумуляторів та можна розділити на наступні етапи:
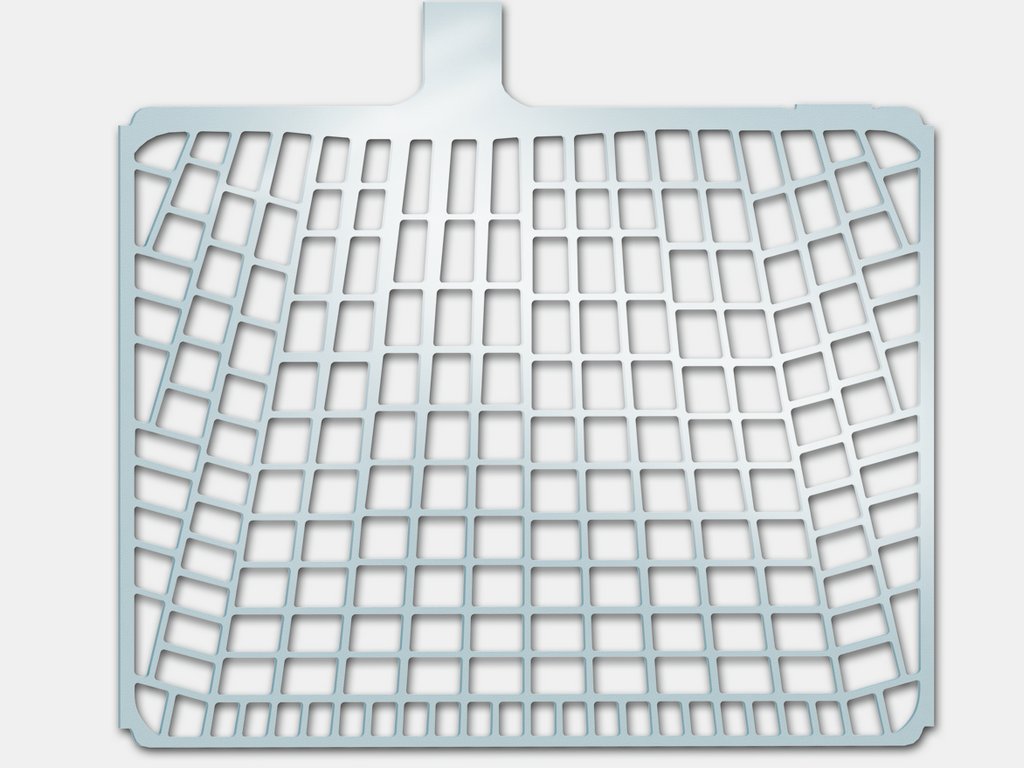
- Виготовлення решітки
- Процес утворення свинцевого порошку
- Виробництво електродних пластин. Пастонамазування
- Процес дозування і сушки
- Складальна лінія
- Процес формування
Виготовлення решітки
Виробництво позитивних і негативних решіток акумуляторних батарей використовуються три технології виготовлення:
- метод гравітаційного лиття з газополум’яним захистом;
- метод експандування свинцево-кальцієвої стрічки;
- виробництва решіток методом холодного штампування Punching line.
Метод гравітаційного лиття з газополум’яним захистом
Методом гравітаційного лиття з газополум’яним захистом виготовлябться позитивні решітки з низькосурм’янистого сплаву з підвищеним вмістом олова для гібридних батарей важкої групи.
Перевагами такої технології є хороша механічна міцність решітки, стійкість батарей до глибоких розрядів та перезарядів при низькій витраті води та саморозряді. Особливо це важливо для акумуляторів, що працюють у важких умовах експлуатації
Технологія експандування свинцево-кальцієвої стрічки.
Така стрічка виходить шляхом багаторазової прокатки.
Перевагою даної технології є випуск дуже тонких решіток, завдяки яким збільшується кількість пластин в батареї. Збільшення пластин в акумуляторі впливає поліпшення стартерних характеристик батарей.
Punching line
Punching line, що включає процеси безперервного приготування свинцевого сплаву спеціального хімічного складу з подальшою симетричною кристалізацією широкосмугового слябу. А також, багатоступінчастим глибоким прокатом, негайним штампуванням структури струмовідводу і намотуванням безперервних решіток на бобіни.
Описаний спосіб виробництва забезпечує суттєве підвищення корозійної та механічної міцності решіток при зниженні витрати свинцевого сплаву.
Утворення свинцевого порошку
Процес окислення свинцю та утворення свинцевого порошку на акумуляторному заводі проводиться у млині барабанного типу. Широке використання млинів обумовлено тим, що ці установки мають досить стабільний режим роботи, легко регулюються та дають порошок стабільної якості протягом тривалого часу.
Необхідна кількість свинцевих циліндрів завантажується з бункера для циліндрів в камеру, що обертається. Камера запускається, а потім вмикається вентилятор. Тертя циліндрів при перемішуванні створює дрібні частинки свинцю. З урахуванням створюваної температури частинки окислюються і утворюється оксид свинцю. Розрідження, створюване вентилятором, генерує потік повітря, який переміщає більш легкі частинки свинцю від млина до фільтра. Параметри окислення регулюються за допомогою головного ПЛК, який дозволяє контролювати робочі та задані параметри.
Пастонамазування
Пастонамазування — технологічний етап, на якому одержання акумуляторної пасти досягається змішуванням оксиду свинцю із сірчаною кислотою, водою та певними запатентованими добавками.
Приготування свинцевої пасти (активної маси) проводиться в міксерах за заданою програмою, де суворо фіксуються перемішування.
Намазування пластин здійснюють на спеціальних намазочних машинах шпательного або стрічкового типу.
Процес дозування і сушки
Після намазувальної машини електродні пластини потрапляють на стрічку сушильної установки.
Після намазування пластини обробляють розчином карбонату або сульфату амонію, при цьому на поверхні пластин утворюється тонкий нерозчинний шар карбонату або сульфату свинцю, який перешкоджає розтріскуванню пасти при сушінні.
Складальна лінія
Після дозрівання пластини потрапляють на складальну лінію де пластини збирають у батареї.
Формування
Зібрані батареї передаються на ділянку формування.
Формування пластин необхідне для утворення на електродах активних речовин із сульфату
свинцю. Формування позитивних і негативних пластин зазвичай проводять сумісно. При цій операції платини витримують в ебонітових формувальних баках 1–2 год у розчині сірчаної кислоти 1,06–1,12 г/см3, після чого вмикають струм і на електродах перебігають реакції заряду.
Витримка перед ввімкненням струму необхідна для переведення основної кількості оксиду свинцю в сульфат у порах пластини.
Після завершення процесу формування, формувальний електроліт замінюється кінцевим електролітом заданої щільності. Рівень електроліту забезпечується конструкцією інжекторів. У кінці формувального циклу перемички і інжектори віддаляються, а батареї за принципом виштовхування ще не формованими батареями поступають на лінію фінішної обробки, де проходять операції установки штатної комплектації, миття, маркування і контролю великим струмом.
Готова продукція підлягає етикетуванню і установці на палети для відвантаження на склад готової продукції.
Якщо акумулятор залишають на зберігання без електроліту, то його заряджають, зливають електроліт, промивають дистильованою водою і висушують теплим повітрям, після чого герметизують.
Tweet